首页
品牌
排行
问答
专题
特惠
资讯
展会
百科
热门行业
装修建材
家居生活
餐饮食品
母婴教育
电脑办公
服装首饰
汽车工具
家电数码
机械化工
休闲美容
热门行业
教育培训
板材
地板
涂料
家纺
集成吊顶
美缝剂
木门
硅藻泥
管材
指纹锁
橱柜
衣柜
床垫
电热水器
集成灶
暖气片
净水器
酒店
卫浴
装修建材
卫浴洁具
板材
地板
建筑陶瓷
天花板
涂料
瓷砖泥瓦
水电管材
火锅
快餐
生活用品
软装
装饰装潢
灯具
家纺
干洗服务
内衣
男装
女装
幼教
整体卫浴
地板砖
阻燃板
铝材
集成吊顶
美缝剂
硅藻泥
管材
烤鱼
汉堡
叶酸
婴儿用品
婴儿床
指纹锁
品牌首页
品牌资讯
企业信息
专利信息
返回上一页
专利状态
12mm轻质地板基材生产工艺
有效
专利申请进度
申请
2008-07-11
申请公布
2008-11-12
授权
2010-01-06
预估到期
2028-07-11
专利基础信息
申请号
CN200810123274.4
申请日
2008-07-11
申请公布号
CN101301768A
申请公布日
2008-11-12
授权公布号
CN100577381C
授权公告日
2010-01-06
分类号
B27N3/08;B27N3/04
分类
木材或类似材料的加工或保存;一般钉钉机或钉U形钉机;
申请人名称
大亚人造板集团有限公司
申请人地址
江苏省丹阳市丹阳开发区大亚南路北侧
专利法律状态
2011-05-18
专利实施许可合同备案的生效、变更及注销
状态信息
专利实施许可合同备案的生效;IPC(主分类):B27N3/08;合同备案号:2011320000404;让与人:大亚人造板集团有限公司;受让人:大亚木业(江西)有限公司;发明名称:12mm轻质地板基材生产工艺;申请日:20080711;公布日:20081112;授权公告日:20100106;许可种类:独占许可;备案日期:20110325
2011-01-19
专利申请权、专利权的转移
状态信息
专利权的转移;IPC(主分类):B27N3/08;变更事项:专利权人;变更前权利人:大亚科技股份有限公司;变更后权利人:大亚人造板集团有限公司;变更事项:地址;变更前权利人:212300 江苏省丹阳市经济开发区金陵西路95号;变更后权利人:212310 江苏省丹阳市丹阳开发区大亚南路北侧;登记生效日:20101214
2010-01-06
发明专利权授予
状态信息
授权
2009-01-07
实质审查的生效
状态信息
实质审查的生效
2008-11-12
发明专利申请公布
状态信息
公布
摘要
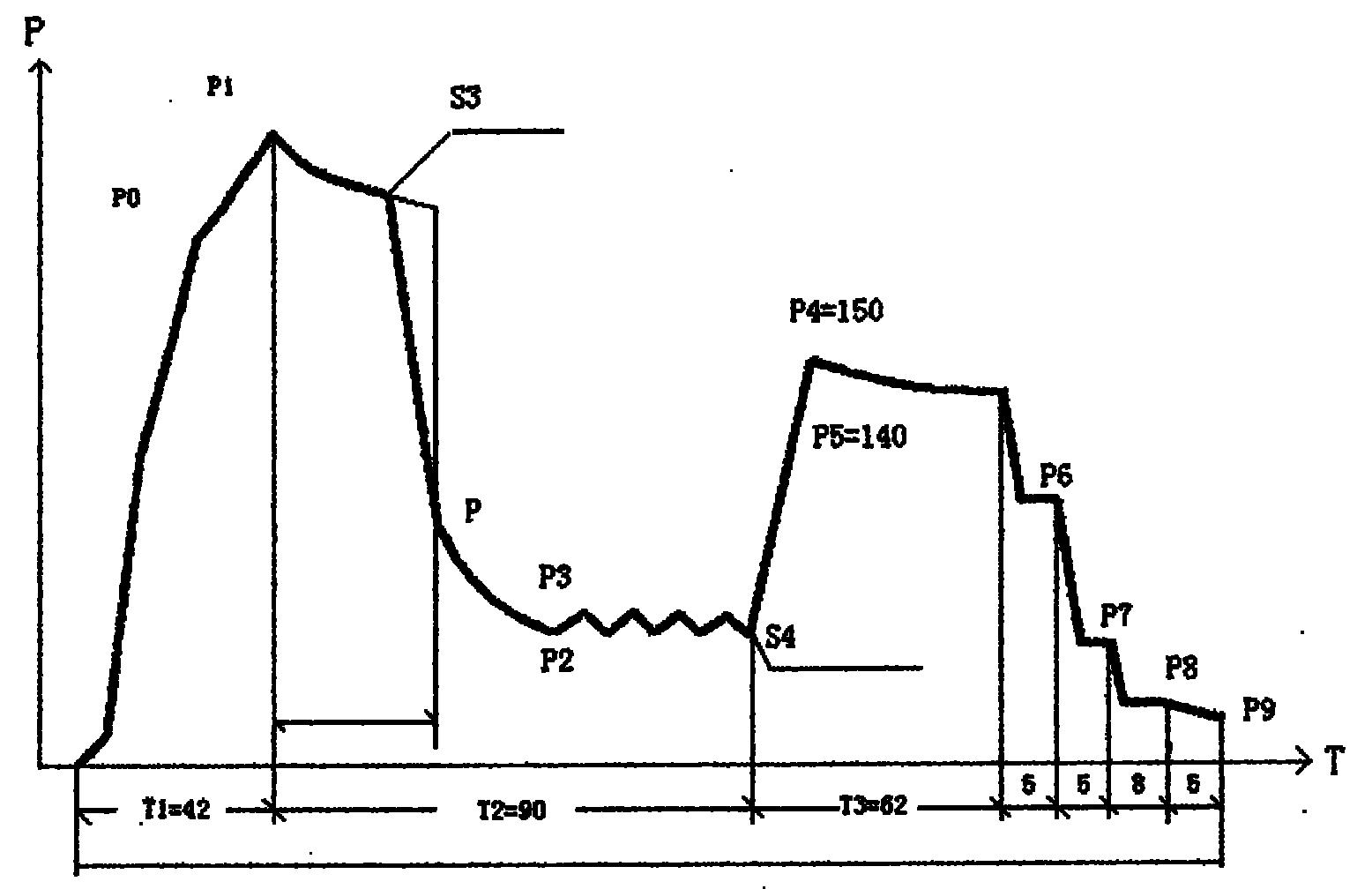
一种12mm轻质地板基材生产工艺,植物纤维经物理化学处理分离后,掺入胶粘剂和防水剂,再经铺装,成型和高温、高压压制而成,压制过程为:将压机温度调整为173~175℃,铺装好的板材进入压机后,在40~44秒内,压力升压至195bar;然后降至38bar,再在38bar和40bar之间反复4次打压降压进行温度的传递,从195bar降压开始计时,到开始打二次高压的时间为85~95秒;压为从38bar打到150bar为打二次高压,然后再缓降至140bar,这阶段时间为60~65秒;后面是进行三级降压处理,5秒降压一次,第一次降压至50bar,第二次降压至23bar,第三次降压至14bar,第三次降压用时8秒,再经过5秒,压力降至12bar后压机卸压出板。
更多专利
1
一种地板及墙板按钮式锁扣结构
2
12mm轻质地板基材生产工艺
3
一种大型物料清理装置
4
压机气缸保护装置
5
高硬度纤维板的制备工艺
6
一种复合墙板
7
盘式树皮筛除机构及其控制方法
8
一种木片蒸煮系统
9
一种零甲醛密度纤维板的生产工艺
10
毛刺管式人造板生产施胶用胶枪
11
一种超轻质纤维板的制造工艺
12
一种纤维仓外置式微波水分检测装置
13
一种可调节装饰地面找平支架
14
一种无醛纤维板的制造工艺
15
一种隔声木地板基材
16
一种高光地板基材的生产工艺
17
一种轻质环保复合墙板制造方法
18
复合地板锅炉旋转台刮板机构
19
一种连续压机的自动控制系统
20
砂光机刹车保护装置及砂光机
全国服务热线:
在线客服
1211389656
咨询
商务合作
85926368
咨询
媒体合作
921888730
咨询
在线客服
客服微信号
品牌网官方客服微信
打开微信扫一扫
客服微信
商务合作微信
商务合作详谈
打开微信扫一扫
商务合作
回到顶部
 教育培训
教育培训