首页
品牌
排行
问答
专题
特惠
资讯
展会
百科
热门行业
装修建材
家居生活
餐饮食品
母婴教育
电脑办公
服装首饰
汽车工具
家电数码
机械化工
休闲美容
热门行业
教育培训
板材
地板
涂料
家纺
集成吊顶
美缝剂
木门
硅藻泥
管材
指纹锁
橱柜
衣柜
床垫
电热水器
集成灶
暖气片
净水器
酒店
卫浴
装修建材
卫浴洁具
板材
地板
建筑陶瓷
天花板
涂料
瓷砖泥瓦
水电管材
火锅
快餐
生活用品
软装
装饰装潢
灯具
家纺
干洗服务
内衣
男装
女装
幼教
整体卫浴
地板砖
阻燃板
铝材
集成吊顶
美缝剂
硅藻泥
管材
烤鱼
汉堡
叶酸
婴儿用品
婴儿床
指纹锁
品牌首页
品牌资讯
企业信息
商标信息
专利信息
返回上一页
专利状态
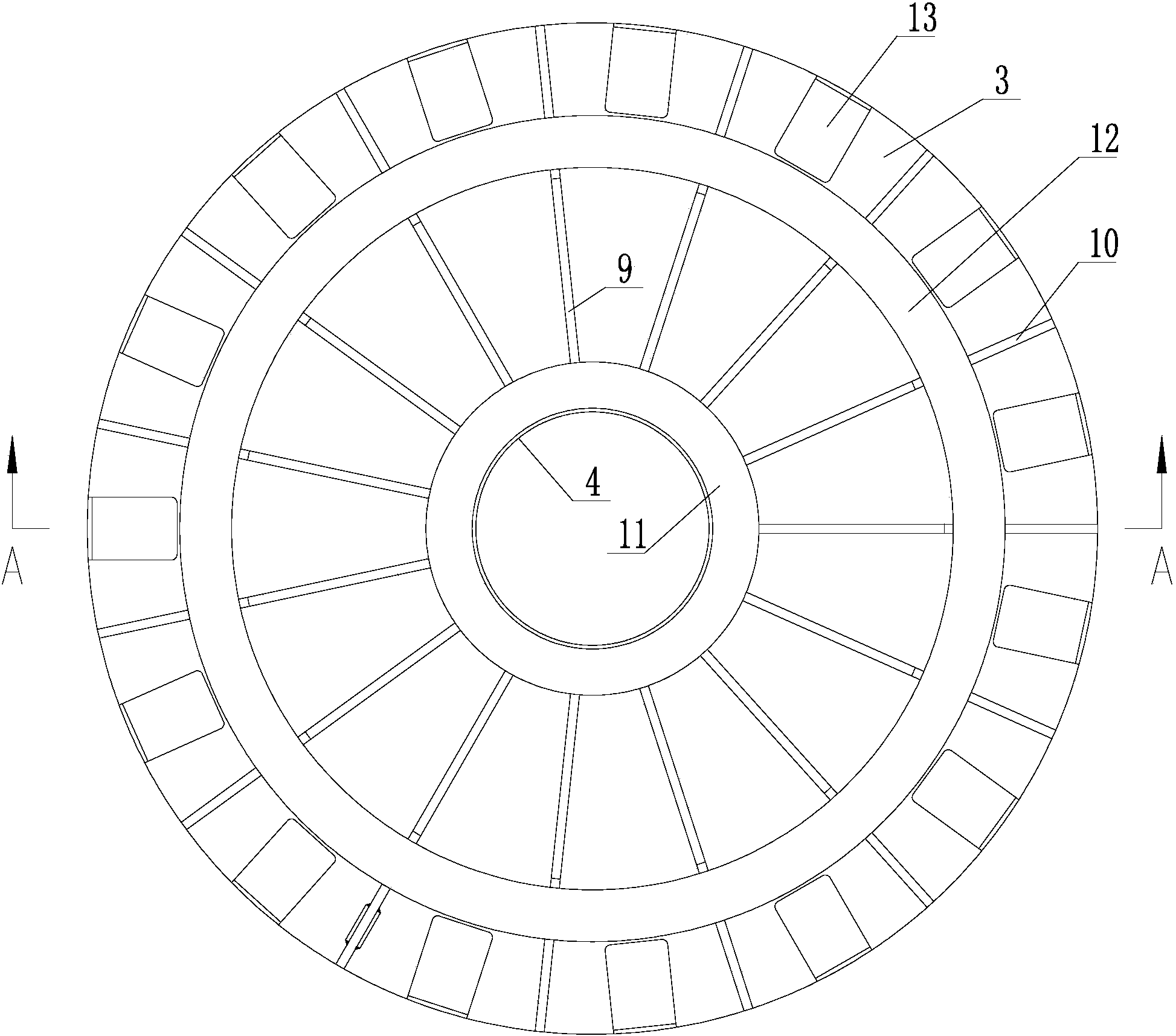
高温气冷堆中下堆芯壳底座中的外筒与底板焊接方法
有效
专利申请进度
申请
2016-08-30
申请公布
2017-01-04
授权
2018-08-10
预估到期
2036-08-30
专利基础信息
申请号
CN201610761888.X
申请日
2016-08-30
申请公布号
CN106271157A
申请公布日
2017-01-04
授权公布号
CN106271157B
授权公告日
2018-08-10
分类号
B23K31/02
分类
机床;不包含在其他类目中的金属加工;
申请人名称
苏州海陆重工股份有限公司
申请人地址
江苏省苏州市张家港市东南大道1号海陆重工
专利法律状态
2018-08-10
授权
状态信息
授权
2017-02-01
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B23K 31/02申请日:20160830
2017-01-04
公布
状态信息
公开
摘要
本发明公开了一种可以保证底板的最大变形量控制在≤9.6mm的高温气冷堆中下堆芯壳底座中的外筒与底板焊接方法,将两个内筒工装和外筒工装搁置在场地上,然后将底板放在内筒工装和外筒工装上,对焊接部位进行预热,外筒的焊接部位在圆周方向上且在顺时针方向上分成a、b、c、d、e、f、g、h八个弧长相等的焊接区域,预热完成后定位焊,之后采用多层多道焊接方法,具体顺序为内坡口焊三层→外坡口焊三层→内坡口焊第四层和第五层→外坡口焊第四和第五层→内坡口焊满→外坡口焊满。本发明的优点是:利用上述方法,可以保证底板的最大变形量控制在≤9.6mm,焊接牢固,满足核电方面的焊接质量要求,提高底座的使用寿命。
更多专利
1
高温气冷堆中下堆芯壳底座中的外筋板焊接方法
2
环形集箱的焊接方法
3
有色冶炼余热锅炉炉盖上的工作口
4
冶炼炉与锅炉入口间的密封结构
5
基于入口烟气温度通信控制的电站锅炉余热利用系统
6
安注箱充氮保护时接管上的密封装置
7
高温气冷堆中下堆芯壳底座中的内筒与底板焊接方法
8
一种具有余热回收功能的环保型锅炉
9
一种电炉余热锅炉
10
能配套于废物焚烧装置的余热锅炉
11
双层氧枪口密封装置
12
一种管道过滤器
13
转炉干法除尘系统中的余热锅炉
14
核电安全容器的预埋板的定位模板工装
15
将定位块安装在换热管上的工装
16
转炉余热锅炉中活动烟罩的密封装置
17
安注箱中球壳纵缝自动焊接工装
18
一种转炉余热锅炉中的裙罩
19
余热锅炉中换热管束的防振装置
20
废热锅炉蒸发段过渡结构
全国服务热线:
在线客服
1211389656
咨询
商务合作
85926368
咨询
媒体合作
921888730
咨询
在线客服
客服微信号
品牌网官方客服微信
打开微信扫一扫
客服微信
商务合作微信
商务合作详谈
打开微信扫一扫
商务合作
回到顶部
 教育培训
教育培训