首页
品牌
排行
问答
专题
特惠
资讯
展会
百科
热门行业
装修建材
家居生活
餐饮食品
母婴教育
电脑办公
服装首饰
汽车工具
家电数码
机械化工
休闲美容
热门行业
教育培训
板材
地板
涂料
家纺
集成吊顶
美缝剂
木门
硅藻泥
管材
指纹锁
橱柜
衣柜
床垫
电热水器
集成灶
暖气片
净水器
酒店
卫浴
装修建材
卫浴洁具
板材
地板
建筑陶瓷
天花板
涂料
瓷砖泥瓦
水电管材
火锅
快餐
生活用品
软装
装饰装潢
灯具
家纺
干洗服务
内衣
男装
女装
幼教
整体卫浴
地板砖
阻燃板
铝材
集成吊顶
美缝剂
硅藻泥
管材
烤鱼
汉堡
叶酸
婴儿用品
婴儿床
指纹锁
品牌首页
品牌资讯
企业信息
商标信息
专利信息
返回上一页
专利状态
一种进行连铸尾坯定尺优化切割的方法
有效
专利申请进度
申请
2013-05-24
申请公布
2013-08-28
授权
2015-12-23
预估到期
2033-05-24
专利基础信息
申请号
CN201310197354.5
申请日
2013-05-24
申请公布号
CN103264149A
申请公布日
2013-08-28
授权公布号
CN103264149B
授权公告日
2015-12-23
分类号
B22D11/16;B22D11/126
分类
铸造;粉末冶金;
申请人名称
永兴特种材料科技股份有限公司
申请人地址
浙江省湖州市经济开发区杨家埠工业区永兴特种不锈钢股份有限公司
专利法律状态
2019-11-15
专利权人的姓名或者名称、地址的变更
状态信息
专利权人的姓名或者名称、地址的变更IPC(主分类):B22D 11/16变更前 专利权人:永兴特种不锈钢股份有限公司 地址:313005 浙江省湖州市经济开发区杨家埠工业区永兴特种不锈钢股份有限公司变更后 专利权人:永兴特种材料科技股份有限公司 地址:313005 浙江省湖州市经济开发区杨家埠工业区永兴特种不锈钢股份有限公司
2015-12-23
授权
状态信息
授权
2013-09-25
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B22D 11/16申请日:20130524
2013-08-28
公布
状态信息
公开
摘要
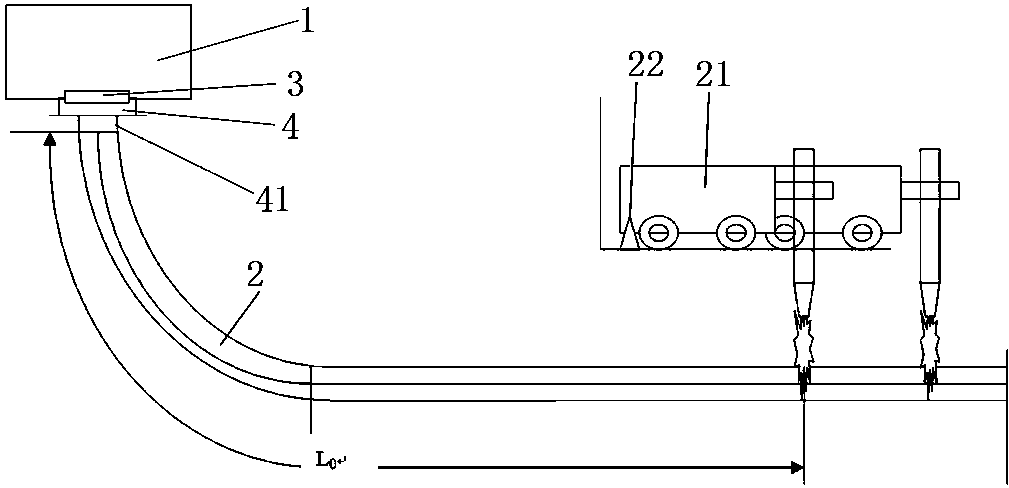
本发明属于炼钢领域,具体涉及利用计算机程序进行连铸尾坯定尺优化切割的方法和装置。利用计算机程序进行连铸尾坯定尺优化切割的方法,包括以下步骤:一、在连铸主控显示器上选择连铸尾坯优化程序开启;二、在关闭中间钢包的塞棒后通过液位检测器对钢水液位数据进行采集;三、将钢水液位数据发送到连铸主控程序控制器,连铸主控程序控制器计算出优化钢坯长度L4;四、连铸主控程序控制器根据事先设定的剩余钢坯的工艺控制要求范围与L4进行比较优化得出钢坯新单倍定尺L,并将L发送到连铸主控显示器和切割操作显示器上显示。本发明在钢水量不等于铸坯定尺整数倍的情况下,提前将多余的少于一支单倍定尺的钢水量平均分配到多支合格的铸坯中去。
更多专利
1
一种连铸塞棒防滑脱装置
2
一种不锈钢线材在线固溶设备
3
一种盘卷内外圈打包机
4
一种新型盘卷打包机
5
一种铁合金粉碎机磨盘盘盖的稳固装置
6
一种含Ti钢的冶炼方法及一种AOD炉
7
一种导辊及导辊装配工装
8
一种合金电渣冶炼炉前保护渣精确倾倒装置
9
一种不锈钢冶炼中提高钼收得率方法
10
一种煤气发生炉的监控装置
11
一种线材检测粗糙度的辅助装置
12
一种用于不锈钢腐蚀试验过程的测试装置
13
一种拉伸用标准试样连接头
14
一种显微硬度的辅助装置
15
一种浇铸车称量装置
16
一种V型砧
17
一种红钢送至轧机的移钢区间上的保温罩
18
奥氏体抗菌不锈钢
19
一种高效节能腐蚀试验系统
20
一种自动拔出液压枪
全国服务热线:
在线客服
1211389656
咨询
商务合作
85926368
咨询
媒体合作
921888730
咨询
在线客服
客服微信号
品牌网官方客服微信
打开微信扫一扫
客服微信
商务合作微信
商务合作详谈
打开微信扫一扫
商务合作
回到顶部
 教育培训
教育培训