首页
品牌
排行
问答
专题
特惠
资讯
展会
百科
热门行业
装修建材
家居生活
餐饮食品
母婴教育
电脑办公
服装首饰
汽车工具
家电数码
机械化工
休闲美容
热门行业
教育培训
板材
地板
涂料
家纺
集成吊顶
美缝剂
木门
硅藻泥
管材
指纹锁
橱柜
衣柜
床垫
电热水器
集成灶
暖气片
净水器
酒店
卫浴
装修建材
卫浴洁具
板材
地板
建筑陶瓷
天花板
涂料
瓷砖泥瓦
水电管材
火锅
快餐
生活用品
软装
装饰装潢
灯具
家纺
干洗服务
内衣
男装
女装
幼教
整体卫浴
地板砖
阻燃板
铝材
集成吊顶
美缝剂
硅藻泥
管材
烤鱼
汉堡
叶酸
婴儿用品
婴儿床
指纹锁
品牌首页
品牌资讯
企业信息
商标信息
专利信息
返回上一页
专利状态
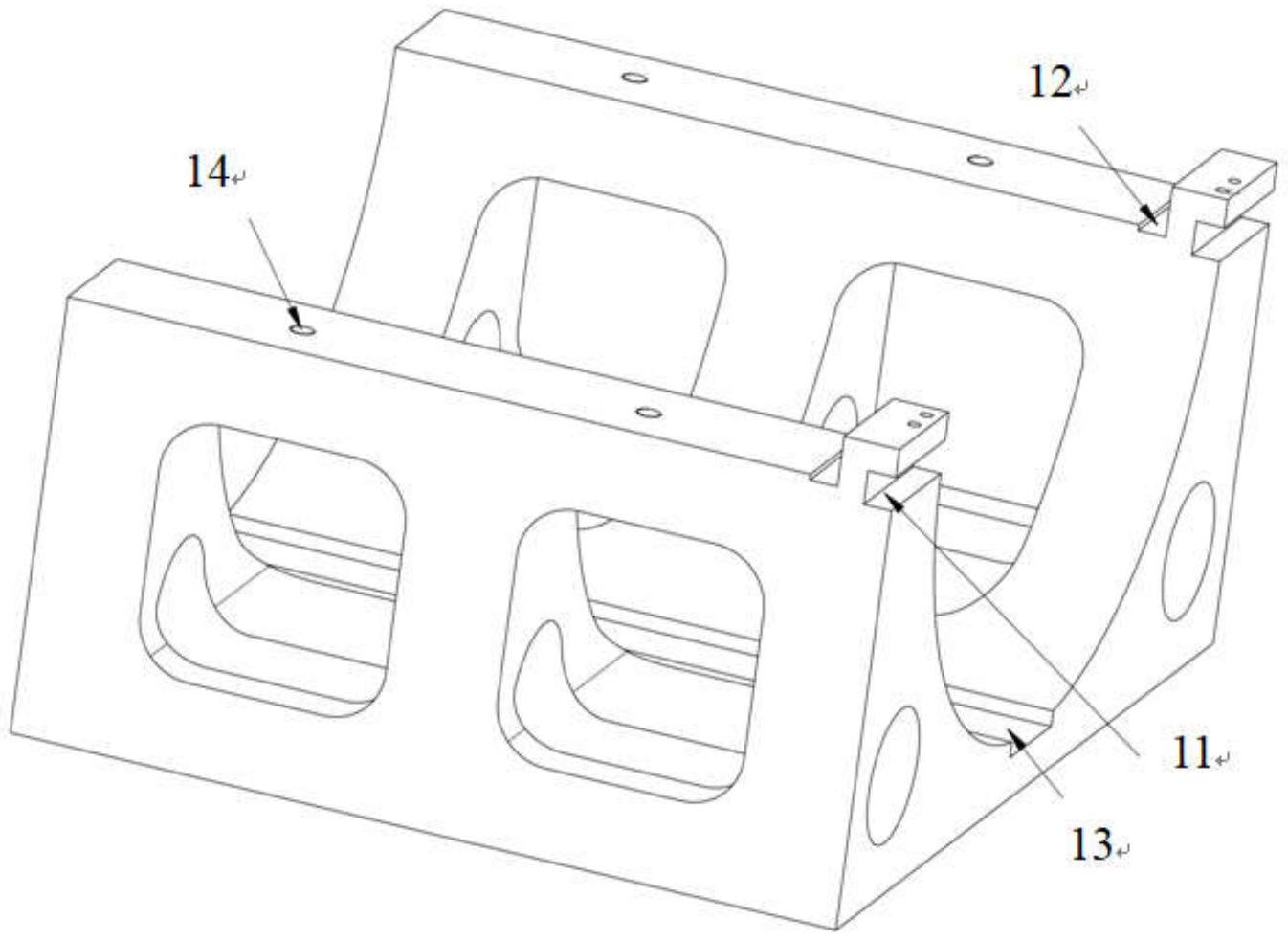
大型低速船用柴油机十字头轴承盖镗孔加工方法
有效
专利申请进度
申请
2019-10-21
申请公布
2019-12-27
授权
2021-01-22
预估到期
2039-10-21
专利基础信息
申请号
CN201910997943.9
申请日
2019-10-21
申请公布号
CN110614389A
申请公布日
2019-12-27
授权公布号
CN110614389B
授权公告日
2021-01-22
分类号
B23B35/00;B23Q3/06
分类
机床;不包含在其他类目中的金属加工;
申请人名称
大连船用柴油机有限公司
申请人地址
辽宁省大连市西岗区海防街1-2号
专利法律状态
2021-01-22
授权
状态信息
授权
2020-01-21
实质审查的生效
状态信息
实质审查的生效
2019-12-27
公布
状态信息
公布
摘要
大型低速船用柴油机十字头轴承盖镗孔加工方法,将胎具本体安置在镗床工作台面上找水平、找直线正;将白合金条放在胎具本体端面上角的槽内,两块白合金条距离尺寸小于十字头轴承盖孔尺寸至少6mm,用螺栓固定;将十字头轴承盖放置在胎具本体水平结合面,端面靠住胎具本体定位面,螺孔装入连接螺栓、固定压盖和紧固螺母,固定住十字头轴承盖;用镗床加工十字头轴承盖内孔及白合金条,白合金条和十字头轴承盖内孔同一刀加工至同一尺寸,测量白合金条两端之间尺寸,得知十字头轴承盖内孔尺寸;复检面到十字头轴承盖镗孔上端的尺寸就得到半径尺寸,无需多次找正及确定基准、能够准确测量轴承孔直径尺寸。
更多专利
1
新型主机缓步走台及梯子
2
大功率低速柴油机主轴承温度监测布置结构
3
大型低速船用柴油机曲柄销轴承盖吊具
4
非平行面尺寸精确测量和圆周角度孔定位的测量工具
5
十字头翻转工具
6
低速柴油机全刚性缸套吊具
7
船舶发动机主机中的贯穿螺栓扭转装置
8
大型低速船用柴油机十字头滑块白合金浇铸方法和工装
9
大型低速船用柴油机活塞杆淬火吊具
10
大功率低速柴油机辅助鼓风机吊具
11
新式的轴类零件找正工装
12
柴油机润滑系统的暖机及试车工艺
13
一种自动识别数控龙门铣床附件铣头补偿方向的方法
14
低速柴油机废气压力调控阀
15
大型低速船用柴油机机座法兰焊接定位工装
16
主机连杆的镗削加工辅助装置
17
大型船舶轴系液压螺母锯齿形螺纹的加工刀架
18
大型低速船用柴油机机架单片的装配工装
19
水测短轴与柴油机曲轴的连接摩擦垫
20
高精度扇形角度铣削胎具
全国服务热线:
在线客服
1211389656
咨询
商务合作
85926368
咨询
媒体合作
921888730
咨询
在线客服
客服微信号
品牌网官方客服微信
打开微信扫一扫
客服微信
商务合作微信
商务合作详谈
打开微信扫一扫
商务合作
回到顶部
 教育培训
教育培训