首页
品牌
排行
问答
专题
特惠
资讯
展会
百科
热门行业
装修建材
家居生活
餐饮食品
母婴教育
电脑办公
服装首饰
汽车工具
家电数码
机械化工
休闲美容
热门行业
教育培训
板材
地板
涂料
家纺
集成吊顶
美缝剂
木门
硅藻泥
管材
指纹锁
橱柜
衣柜
床垫
电热水器
集成灶
暖气片
净水器
酒店
卫浴
装修建材
卫浴洁具
板材
地板
建筑陶瓷
天花板
涂料
瓷砖泥瓦
水电管材
火锅
快餐
生活用品
软装
装饰装潢
灯具
家纺
干洗服务
内衣
男装
女装
幼教
整体卫浴
地板砖
阻燃板
铝材
集成吊顶
美缝剂
硅藻泥
管材
烤鱼
汉堡
叶酸
婴儿用品
婴儿床
指纹锁
品牌首页
品牌资讯
企业信息
商标信息
专利信息
返回上一页
专利状态
吹膜生产工艺
有效
专利申请进度
申请
2015-09-25
申请公布
2017-04-05
授权
2018-09-18
预估到期
2035-09-25
专利基础信息
申请号
CN201510619894.7
申请日
2015-09-25
申请公布号
CN106553330A
申请公布日
2017-04-05
授权公布号
CN106553330B
授权公告日
2018-09-18
分类号
B29C55/28
分类
塑料的加工;一般处于塑性状态物质的加工;
申请人名称
广东金明精机股份有限公司
申请人地址
广东省汕头市濠江区纺织工业园
专利法律状态
2018-09-18
授权
状态信息
授权
2017-05-03
实质审查的生效
状态信息
实质审查的生效IPC(主分类):B29C 55/28申请日:20150925
2017-04-05
公布
状态信息
公开
摘要
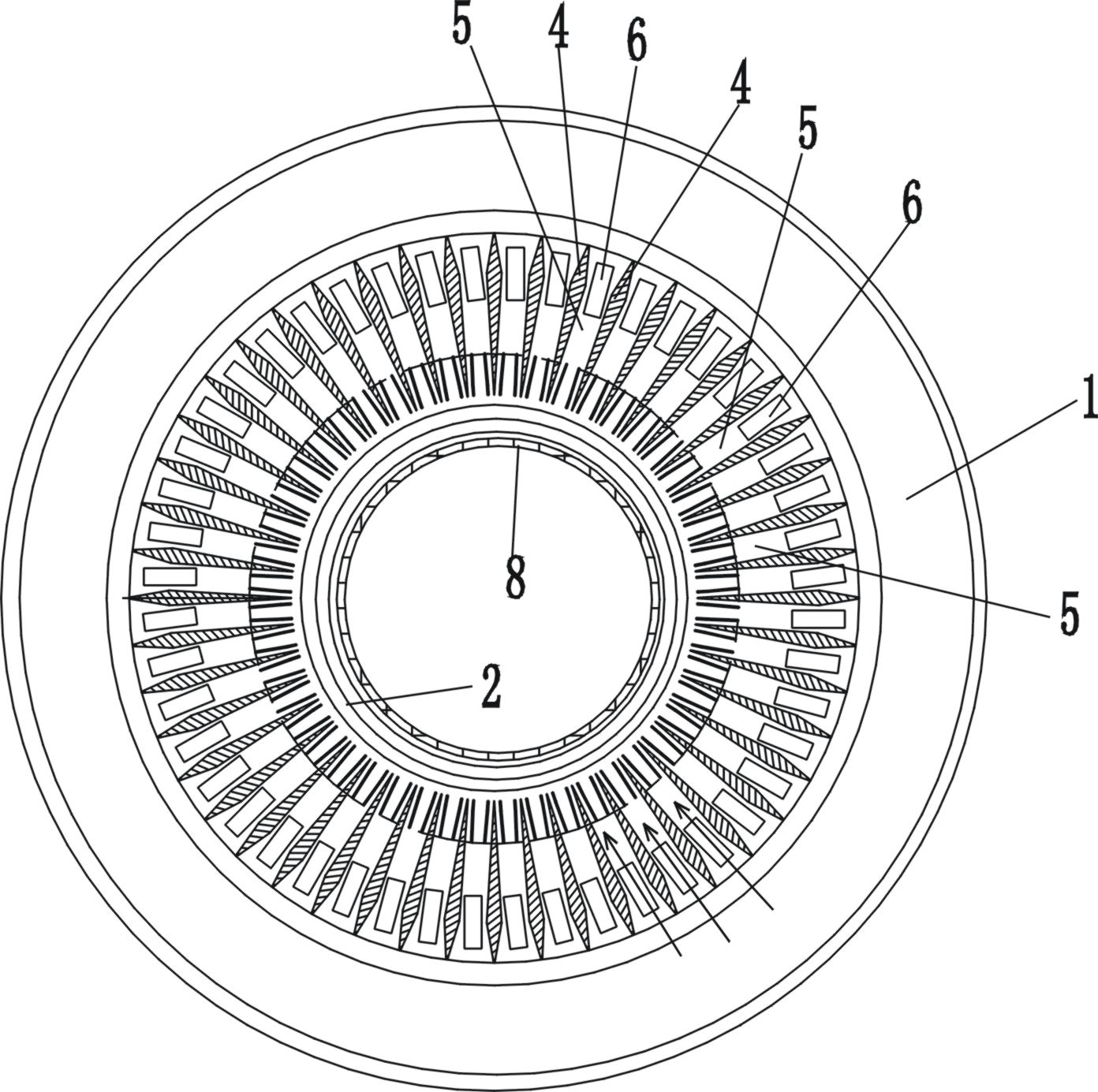
一种吹膜生产工艺,包括以下步骤:(1)、膜泡厚度检测器不断检测膜泡周向上各点的初始厚度;(2)、各原始凸点厚度控制机构开始进行膜泡减厚操作;(3)、在所有正常点厚度控制机构中,选取其中一部分正常点厚度控制机构进行膜泡增厚操作;(4)、计算c和b两者的差值绝对值d,d=∣c‑b∣;(5)、比较d和e的大小,并开始第(6)步骤;(6)、全全周厚度控制机构根据膜泡厚度检测器的检测结果而调低膜泡全周厚度,使全周膜泡平均厚度变小为a。本发明生产的膜泡收卷后,各点厚度累积误差沿卷材轴向呈均匀分布,避免爆筋现象,且可省略传统的机械旋转牵引工艺和设备。
更多专利
1
薄膜后续起泡设备的膜泡夹紧机构
2
口模旋转取向的吹膜模头安装结构
3
一种膜卷分割装置
4
全自动在线调节色差的网纹辊刮墨刀机构
5
无杆气缸驱动的切膜刀装置
6
用于薄膜纵向拉伸的真空金属拉伸辊
7
吹膜设备双层薄膜鼓气部位处理机构
8
下吹式吹膜机的膜泡冷却结构和膜泡冷却方法
9
一种气体混合装置
10
用于薄膜吹胀的气动定位中心环结构
11
一种下吹设备用除水风刀装置
12
自动称重膜卷运载小车
13
吹膜生产线烘箱热风回收机构
14
转盘式收卷换卷装置
15
一种涂布机的抹平机构
16
一种定长拉伸复合工艺及其设备
17
多层共挤吹膜机内冷结构
18
五层共挤薄膜吹塑机组
19
自动切边断边导边机构和自动切边断边导边方法
20
多层复合塑料薄膜生产线供料系统
全国服务热线:
在线客服
1211389656
咨询
商务合作
85926368
咨询
媒体合作
921888730
咨询
在线客服
客服微信号
品牌网官方客服微信
打开微信扫一扫
客服微信
商务合作微信
商务合作详谈
打开微信扫一扫
商务合作
回到顶部
 教育培训
教育培训