首页
品牌
排行
问答
专题
特惠
资讯
展会
百科
热门行业
装修建材
家居生活
餐饮食品
母婴教育
电脑办公
服装首饰
汽车工具
家电数码
机械化工
休闲美容
热门行业
教育培训
板材
地板
涂料
家纺
集成吊顶
美缝剂
木门
硅藻泥
管材
指纹锁
橱柜
衣柜
床垫
电热水器
集成灶
暖气片
净水器
酒店
卫浴
装修建材
卫浴洁具
板材
地板
建筑陶瓷
天花板
涂料
瓷砖泥瓦
水电管材
火锅
快餐
生活用品
软装
装饰装潢
灯具
家纺
干洗服务
内衣
男装
女装
幼教
整体卫浴
地板砖
阻燃板
铝材
集成吊顶
美缝剂
硅藻泥
管材
烤鱼
汉堡
叶酸
婴儿用品
婴儿床
指纹锁
品牌首页
品牌资讯
企业信息
商标信息
专利信息
返回上一页
专利状态
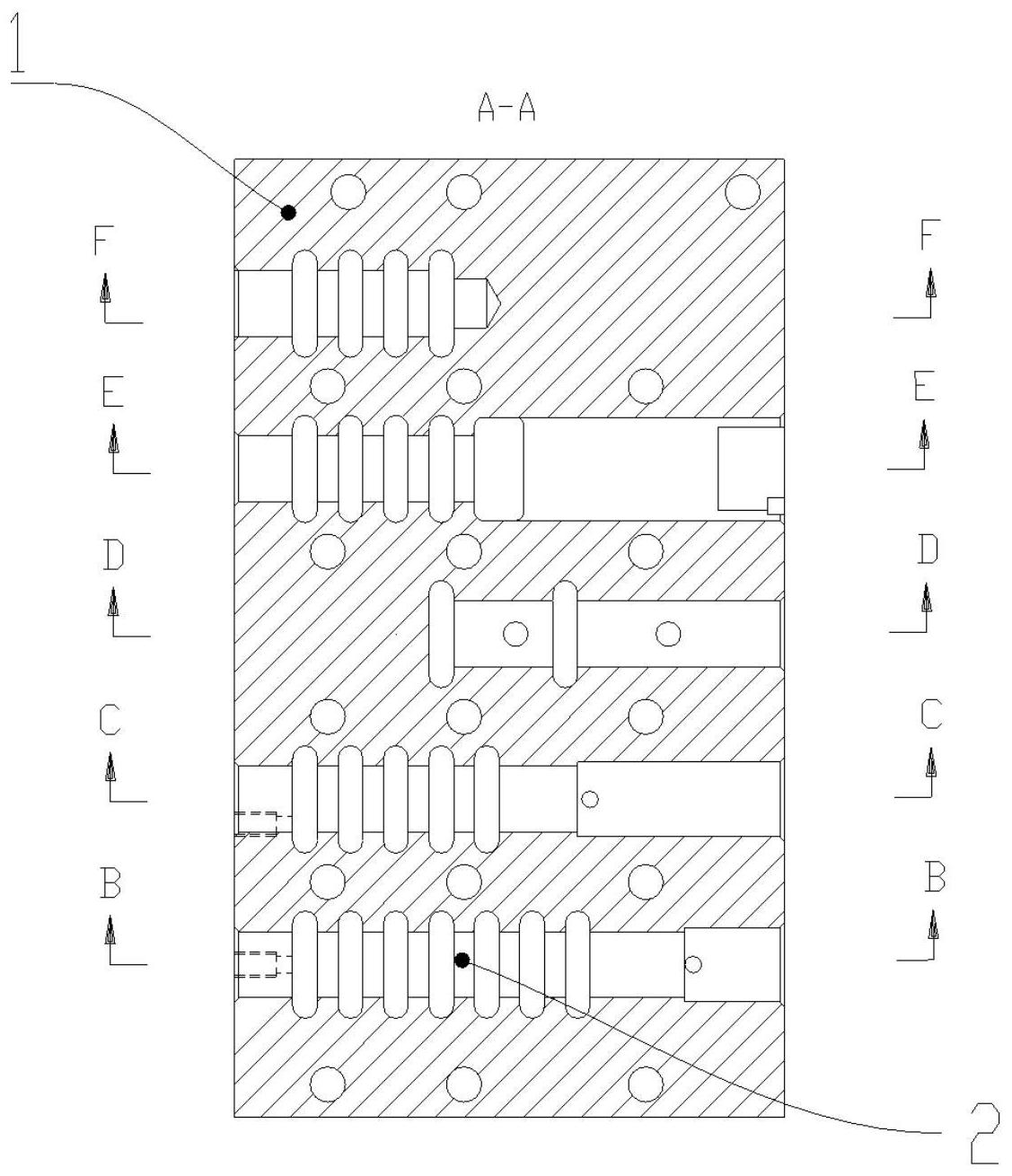
一种阀体的高精度阀孔加工方法
有效
专利申请进度
申请
2020-03-06
申请公布
2020-06-12
授权
2022-01-07
预估到期
2040-03-06
专利基础信息
申请号
CN202010155559.7
申请日
2020-03-06
申请公布号
CN111266799A
申请公布日
2020-06-12
授权公布号
CN111266799B
授权公告日
2022-01-07
分类号
B23P13/02
分类
机床;不包含在其他类目中的金属加工;
申请人名称
江麓机电集团有限公司
申请人地址
湖南省湘潭市雨湖区解放北路四号
专利法律状态
2022-01-07
授权
状态信息
授权
2020-07-07
实质审查的生效
状态信息
实质审查的生效;IPC(主分类):B23P13/02;申请日:20200306
2020-06-12
公布
状态信息
公布
摘要
本发明涉及阀体毛坯的阀孔加工技术领域,具体是一种阀体的高精度阀孔加工方法,用于解决现有技术中对变速箱上阀体的阀孔加工精度不够高的问题。本发明包括以下步骤:步骤一:将阀体毛坯的六个面和油道加工成形;步骤二:扩孔:将探头校正,定好坐标点,编好程序,然后将阀体毛坯在四轴立式加工中心机床上进行扩孔,扩孔后阀孔的表面质量达到Ra0.8;步骤三:精密铰削非连续面高精度阀孔:使用精密铰刀,校核调整刀具的各刀面,刀面的径向跳动不大于0.0012,编程进行镗削,镗削后阀孔的表面质量达到Ra0.4,孔径尺寸精度6级,阀孔的圆柱度达到0.003‑0.005。通过上述技术方案可以极大的提高阀孔的精度,从而可以提高变速箱的性能。
更多专利
1
一种30CrMnSiA薄钢板精冲件的热处理方法
2
一种用于双层V型内置式永磁电机转子的永磁体装配工装
3
一种大阶比行星变速机构
4
一种可自动排水的充电口舱体
5
一种基于总线控制的集成式通风装置
6
一种大型弱刚性环类零件车削加工的柔性夹具
7
一种跳板式尾门用自动锁紧装置
8
一种用于带插头电缆穿墙密封的密封装置
9
一种高效低阻集成式特种车辆空气滤清器
10
一种特种车辆铁路运输加固组件
11
一种车体活动式起吊环
12
一种组合式铝合金零件的淬火工装
13
弹簧销法兰焊接定位夹具
14
一种基于LED光源的车辆用导光面板
15
一种新型全机械旋转止动装置
16
一种勾形手柄高压电缆剥线钳
17
一种多功能的钛合金焊接背面保护装置
18
一种模拟整车缓速制动能力的试验台架
19
一种履带车平衡肘车削加工的夹具
20
一种适合于机器人浇铸的集成式浇口杯
全国服务热线:
在线客服
1211389656
咨询
商务合作
85926368
咨询
媒体合作
921888730
咨询
在线客服
客服微信号
品牌网官方客服微信
打开微信扫一扫
客服微信
商务合作微信
商务合作详谈
打开微信扫一扫
商务合作
回到顶部
 教育培训
教育培训